Zylinderkopfbearbeitung
Am Beispiel des CJ 360 -Motors
Hier soll exemplarisch eine Lowcost-Bearbeitung "für den Laien" vorgestellt werden.
Der Sinn einer Kopfbearbeitung ist das Verbessern des Strömungsverhaltens durch Entfernen
aller Unebenheiten und Widerstände.
Brennraum, Auslaßkanäle und Ventilschäfte werden zusätzlich
poliert, um erneutes Ansetzen von Ölkohle zu verhindern.
Werkzeug
Man besorge sich als erstes einen Drehmel oder dessen kostengüstigere Alternativen
aus dem Baumarkt. Ideal ist ein Set mit einem flexiblen Wellenaufsatz. Die Drehzahl sollte
stufenlos einstellbar sein, die Maximaldrehzahl mindestens 25.000!
Als Aufsätze benötigt man:

- Einen Satz Fräser (Kugelkopf mind. 3 verschiedene Durchmesser, Oberfräsen,
eine Kegelfräse ist auch sehr praktisch).
- Schleifpapieraufnahmen: mindestens 2 Durchmesser. Die handelsüblichen
"Röllchen" sind aufgrund ihrer groben Körnung nicht geeignet,
außerdem ist der Verschleiß enorm (Kosten!)!
Hier können wir kostengünstig improvisieren: Wir schneiden uns aus 250-er
(Grobschleifen) und 600-er (Endschleifen/Polieren)
kleine Streifen (auf dem Bild links unten), die wir mit Papierkleber (Uhu-Fix) auf
abgenutzte Schleifröllchen kleben. Die notwendige Klebertrockenzeit beträgt ca.
2-3 Minuten, so daß man immer mit einem Schleifer arbeiten und den anderen vorbereiten kann.
- Baumwoll-Polierscheiben und -Polierkegel. Feines Polierwachs
(aus handelsüblichen Poliersets)
Vorsicht: die Preisunterschiede bei den Fräß/Schleifsets sind je nach
Geschäft gewaltig!
Z.B. sollte ein 10-tlg Diamantfräserset nicht mehr als 5 Euro kosten, alles andere
ist Wucher!
Weitere Arbeitsmittel:
Atemmaske, Schutzbrille (Vorsicht: Alustaub!) und Hörschutz (Drehmel sind ziemlich laut!).
Ein Staubsauger zum Absaugen des Schleifstaubes ist sehr hilfreich.
So sieht eine Brennraumkalotte des weltgrößten Motorradherstelles aus:
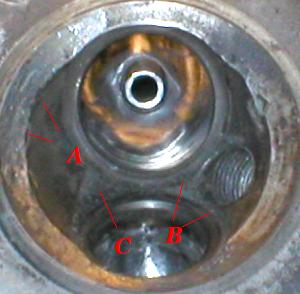
Der Zylinderkopf ist quasi identisch mit dem des 250-G Motors: gleiche Ventile,
gleiche Nockenwelle, gleiche Kalottenform bis auf die Senkung (unter "A") zur Anpassung des
Brennraumvolumens an den größeren Hubraum. Jetzt wundert man sich nicht mehr,
warum bei einer Hubraumvergrößerung von 50% nur (nominelle) 4 Mehr-PS
herausspringen (Soviel zum Thema Honda ...)
A, B und C zeigen die schlechte Fertigungsqualität der Kalotte:
Unter A sieht man die zerklüftete Quetschkante, um die Ventile herum stehen
massive, strömungsbehindernde Stege (B), insgesamt ist die Oberflächenqualität
der Alugusskalotte sehr rau (C). Auf dem Bild sind Ein- und Auslaßkanäle
bereits bearbeitet, was uns den Blick auf 5/10 hohe Gußgrate, Kanten,
Beulen usw. usw. erspart.
Vorgehensweise
- Fräsen der Kanäle
Als erstes kommen die Fräser an folgenden Stellen zum Einsatz: Gußgrate
mit der Wand abgleichen, Planung des Übergangs Ventilsitz-Kanal, Planung des
Übergangs Vergasergummi-Kanal (Die Vergasergummis werden zunächst lose auf
den Kopf geschraubt (Sechskantschrauben), so daß die Kanten bereits minimal sind.
Dann wird der Vergaser aufgesetzt und jetzt erst die Gummis am Kopf festgezogen. Vergaser
abnehmen und den Übergang Gummi-Kanal planfräsen.), Abrundung aller Kanten um
den Ventilsitz herum, allgemein Abrundung aller "harten" Biegungen und Planung der
Kanalinnenwände.
- Fräsen der Kalotte
Entfernung aller Stege zwischen den Ventilsitzen, Abrundung der Stege/Grate um die
Ventilsitze herum, so daß ein weicher, glatter Übergang von den Sitzen
in den umgebenden Kalottenraum vorliegt, Abrundung aller Kanten (Quetschzone).
- Schleifen/Polieren der Kanäle
- Einlaßkanal: Bearbeitung mit 250er Papier-Schleifern (s.o., Werkzeug):
Die Bearbeitung des Einlaßkanals ist hier bereits beendet
(Einlaßkanäle werden nicht poliert!)
- Auslaßkanal: Rohbearbeitung mit 250er Papier-Schleifern
(allgemeine Glättung des gesamten Kanalbereichs), Feinbearbeitung mit
600-er Papier, abschließend Polieren mit Polierscheibe und -wachs für
spiegelglattes Oberflächenfinish.
- Schleifen/Polieren der Kalotte
siehe Auslaßkanal.

Nach zwei Tagen Arbeit sieht so der fertige Zylinderkopf aus, rechts ein poliertes
Einlaßventil: im Vordergrund sieht man die Einlaßöffnungen mit einer
gewissen Rest-Rauigkeit, Kalotten und Auslaß sind hochglanzpoliert, die
Ventilführungen um je 2 mm gesenkt (Einlaß) und abgerundet.
© RRR.DE - Franky